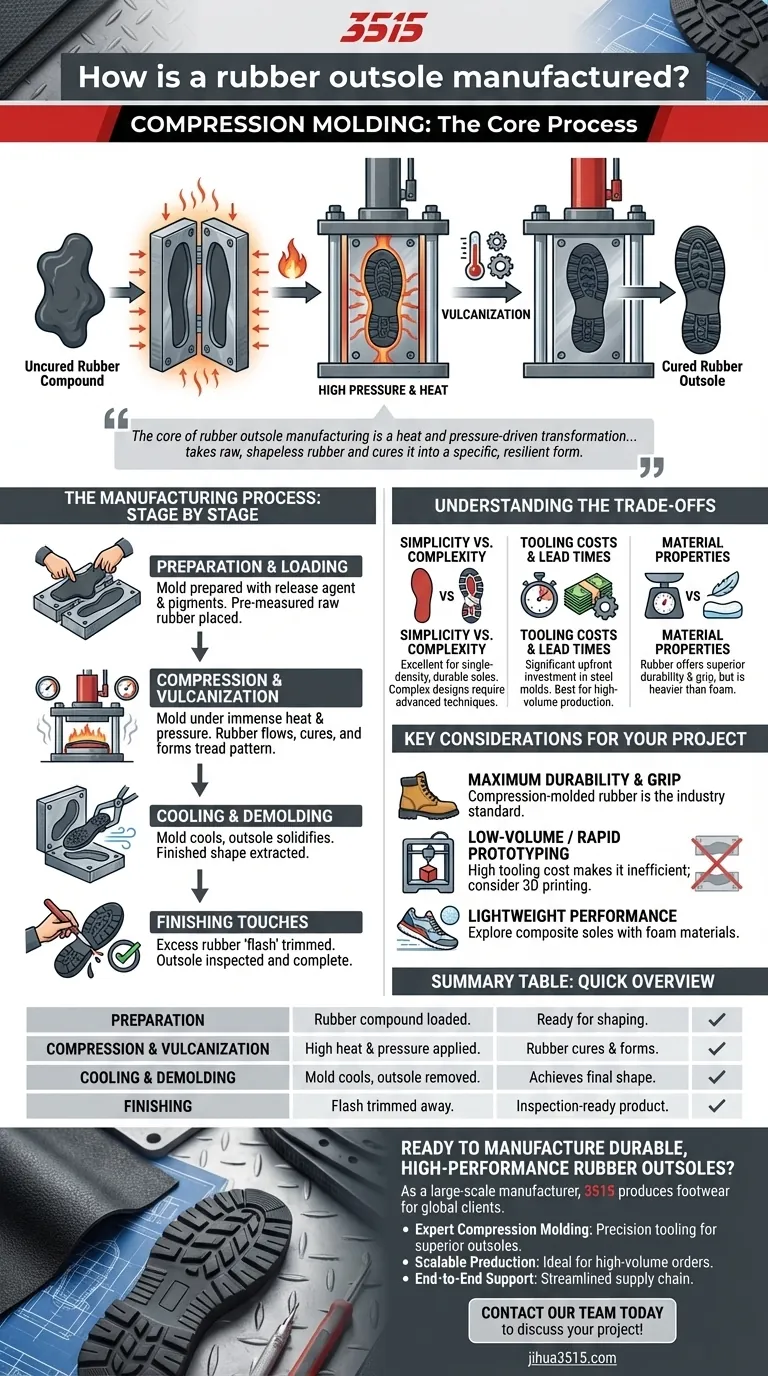
Коротко говоря, резиновая подошва изготавливается путем помещения предварительно взвешенного куска неотвержденной резиновой смеси в нагретую металлическую форму, которая затем сжимается под высоким давлением. Этот процесс, известный как компрессионное формование, одновременно придает подошве форму и вулканизирует резину, превращая ее из мягкого, податливого материала в прочный, готовый продукт. После охлаждения удаляется излишек резины.
Суть производства резиновых подошв заключается в трансформации под действием тепла и давления. Это относительно простой, но точный процесс, который превращает сырую, бесформенную резину в определенную, упругую форму, предназначенную для обуви.

Производственный процесс: от сырья до готового продукта
Чтобы понять, как изготавливается резиновая подошва, лучше всего разбить процесс на основные компоненты и последовательные этапы. Каждый шаг основывается на предыдущем, чтобы гарантировать, что конечный продукт имеет требуемую форму, прочность и характеристики.
Основные ингредиенты
Прежде чем производство может начаться, требуются четыре ключевых элемента:
- Дизайн подошвы: Это цифровой или физический чертеж, определяющий рисунок протектора, толщину и общую форму подошвы.
- Металлическая оснастка для подошвы (форма): Тяжелая двухкомпонентная металлическая форма изготавливается на основе дизайна подошвы. Эта оснастка является сердцем процесса, поскольку она придает резине окончательную форму.
- Резиновая смесь: Это не просто чистая резина. Это специфический рецепт сырой резины, смешанной с различными химикатами и пигментами для достижения желаемых свойств, таких как цвет, прочность и сцепление.
- Нагреваемый гидравлический пресс: Эта мощная машина создает огромное давление и высокую температуру, необходимые для формования и отверждения резины внутри формы.
Этап 1: Подготовка и загрузка
Первый шаг включает подготовку формы и материала. Внутренняя поверхность металлической оснастки часто покрывается разделительным составом и подготавливается с любыми необходимыми цветовыми пигментами, указанными в дизайне. Затем точно отмеренный, предварительно вырезанный кусок сырой резиновой смеси помещается в нижнюю половину формы.
Этап 2: Прессование и вулканизация
Загруженная форма закрывается и помещается в гидравлический пресс. Пресс создает давление в тысячи фунтов, одновременно нагревая форму до определенной температуры. Эта комбинация интенсивного тепла и давления заставляет мягкую резину заполнять каждую щель формы, создавая сложные детали рисунка протектора. Тепло инициирует вулканизацию, химический процесс, который отверждает резину, делая ее прочной, эластичной и износостойкой.
Этап 3: Охлаждение и извлечение из формы
После определенного времени в прессе форма извлекается и охлаждается. После охлаждения форма открывается, и свежесформованная резиновая подошва аккуратно извлекается. На этом этапе подошва имеет окончательную форму и свойства, но еще не совсем готова.
Этап 4: Финишная обработка
Процесс прессования часто оставляет тонкий слой избыточной резины, называемый "облой", по краям подошвы, где встречаются две половины формы. Этот облой тщательно удаляется вручную или машиной. После обрезки и окончательной проверки качества подошва готова к приклеиванию к верху обуви.
Понимание компромиссов
Хотя компрессионное формование резиновых подошв является надежным и проверенным временем методом, важно понимать его ограничения.
Простота против сложности
Этот процесс отлично подходит для производства прочных подошв одной плотности. Однако создание сложных, многоцветных дизайнов в одной подошве требует тщательной подготовки формы и может быть трудоемким. Более продвинутые методы часто необходимы для высокодетализированных, многокомпонентных подошв.
Затраты на оснастку и сроки выполнения
Создание первоначальной стальной формы требует значительных первоначальных инвестиций как времени, так и денег. Это делает процесс наиболее подходящим для крупномасштабного производства, где стоимость единицы продукции может быть минимизирована. Он не является экономически эффективным для небольших партий или быстрого прототипирования.
Свойства материала
Резина обеспечивает превосходную прочность и сцепление, но может быть тяжелее альтернативных материалов, таких как пена EVA или полиуретан (ПУ). Выбор в пользу резиновой подошвы часто является сознательным балансом между необходимостью прочности и желанием получить легкий конечный продукт.
Ключевые соображения для вашего проекта
Выбор правильного подхода к производству полностью зависит от вашей конечной цели.
- Если ваш основной приоритет — максимальная прочность и сцепление: Резиновые подошвы, изготовленные методом компрессионного формования, являются отраслевым стандартом для рабочих ботинок, походной обуви и кроссовок с высоким износом, и на то есть веские причины.
- Если ваш основной приоритет — мелкосерийное производство или быстрое прототипирование: Высокая стоимость металлической оснастки делает этот метод неэффективным; рассмотрите альтернативные методы, такие как 3D-печать или открытые формы для образцов для первоначальных дизайнов.
- Если ваш основной приоритет — легкая производительность: Возможно, вам придется изучить композитные подошвы, которые сочетают резину в зонах высокого износа с более легкими пеноматериалами для амортизации.
В конечном счете, понимание этого фундаментального производственного процесса позволит вам принимать более обоснованные решения о дизайне и производстве обуви.
Сводная таблица:
| Этап | Ключевое действие | Результат |
|---|---|---|
| Подготовка | Резиновая смесь предварительно нарезается и загружается в нагретую форму. | Материал готов к формованию. |
| Прессование и вулканизация | Форма сжимается под высоким давлением и температурой. | Резина заполняет рисунок протектора и отверждается для прочности. |
| Охлаждение и извлечение из формы | Форма охлаждается, и подошва извлекается. | Подошва приобретает окончательную форму и свойства. |
| Отделка | Излишки резины (облой) удаляются. | Готов чистый продукт, готовый к проверке. |
Готовы производить прочные, высокопроизводительные резиновые подошвы?
Как крупный производитель, 3515 производит широкий ассортимент обуви для дистрибьюторов, владельцев брендов и оптовых клиентов. Наши производственные мощности охватывают все типы обуви и ботинок, гарантируя вам необходимое качество и объем.
Сотрудничайте с нами, чтобы получить:
- Экспертное компрессионное формование: Используйте наши прецизионные оснастки и опыт процесса для получения превосходных подошв.
- Масштабируемое производство: Идеально подходит для крупных заказов с неизменно высоким качеством.
- Комплексная поддержка: От дизайна до готового продукта мы оптимизируем вашу цепочку поставок.
Свяжитесь с нашей командой сегодня, чтобы обсудить требования вашего проекта и получить предложение!
Визуальное руководство
Связанные товары
- Прочный резиновая подошва открытый обувь оптом и на заказ производства
- Прочная резиновая подошва утилита обувь для оптовой и индивидуальной марки производства
- Прочная рабочая обувь из холста с резиновой подошвой | Оптовый производитель
- Оптовая продажа прочных камуфляжных ботинок из холста с резиновой подошвой с высоким коэффициентом сцепления
- Оптовая продажа прочных камуфляжных ботинок на резиновой подошве с высоким коэффициентом сцепления
Люди также спрашивают
- Каковы риски ношения уличной обуви в помещении? Защитите здоровье и гигиену вашего дома
- Какие факторы следует учитывать при покупке обуви для активного отдыха? Руководство по идеальной посадке и производительности
- Как резиновая подошва влияет на внешний вид обуви? Определение стиля и формальности вашей обуви
- Каковы ключевые компоненты походной обуви, влияющие на комфорт и прочность? Руководство по прочной, высокопроизводительной обуви
- Почему инвестиции в правильную обувь важны для приключений на природе? Раскройте безопасность, комфорт и производительность











