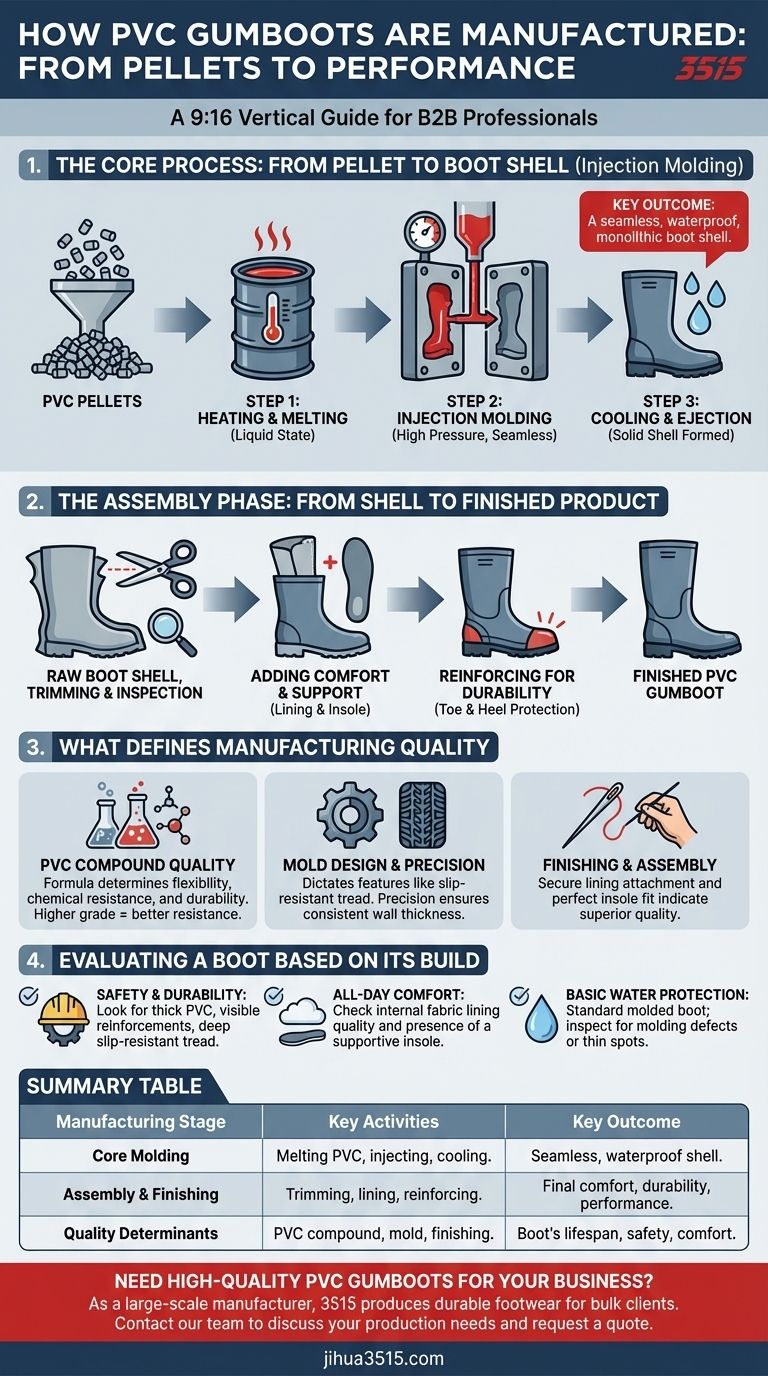
По сути, резиновые сапоги из ПВХ производятся методом литья под давлением. Эта промышленная технология включает плавление сырьевых гранул поливинилхлорида (ПВХ) до жидкого состояния, которое затем под высоким давлением впрыскивается в точную пресс-форму в форме сапога. Затем материал охлаждается, образуя прочную, бесшовную и водонепроницаемую оболочку сапога.
Создание резинового сапога из ПВХ — это история из двух частей: высокоавтоматизированный процесс формования создает основную водонепроницаемую конструкцию, а последующие этапы отделки и сборки определяют конечный комфорт, долговечность и эксплуатационные характеристики сапога.

Основной процесс: от гранул до оболочки сапога
Начальный этап производства сосредоточен на формировании основной части резинового сапога. Этот этап является высокоавтоматизированным и ценится за скорость и последовательность.
Шаг 1: Подготовка сырья
Процесс начинается с небольших твердых цилиндров сырья, известных как гранулы ПВХ.
Эти гранулы нагреваются до точной температуры, пока они не расплавятся до однородного, похожего на жидкость состояния, готового к формованию.
Шаг 2: Цикл литья под давлением
Расплавленный ПВХ затем впрыскивается в запертую двухкомпонентную стальную пресс-форму, имеющую форму сапога. Впрыскивание происходит под огромным давлением, чтобы гарантировать, что материал заполнит каждую деталь полости пресс-формы.
Основным преимуществом этого метода является создание единой монолитной оболочки сапога без швов, что является ключом к его водонепроницаемой конструкции.
Шаг 3: Охлаждение и извлечение
После впрыскивания пресс-форма быстро охлаждается, что приводит к затвердеванию жидкого ПВХ до его окончательной, прочной формы.
После короткого периода охлаждения пресс-форма открывается, и вновь сформированная оболочка сапога извлекается, готовая к следующему этапу.
От оболочки к готовому продукту: этап сборки
Сырая оболочка сапога функциональна, но неполна. Этап сборки превращает эту базовую оболочку в готовый к использованию продукт, сочетая как автоматизированные, так и ручные методы.
Обрезка и проверка
Сначала с сапога тщательно удаляется избыточный материал, оставшийся от процесса формования, известный как «облой».
Затем каждая оболочка проходит контроль качества, чтобы убедиться в отсутствии структурных дефектов, слабых мест или несовершенств.
Добавление комфорта и поддержки
Здесь добавляются элементы, напрямую влияющие на опыт ношения.
Часто вставляется мягкая тканевая подкладка для повышения комфорта и помощи в управлении влагой. Внутрь помещается амортизирующая стелька для обеспечения поддержки.
Усиление для долговечности
Для рабочих и защитных ботинок критические области часто усиливаются.
В зоны повышенного износа могут добавляться такие компоненты, как усиливающие полосы или дополнительные слои материала. На этом этапе также окончательно формируются такие элементы, как усиленные носки и пятки.
Что определяет качество производства
Не все резиновые сапоги из ПВХ одинаковы. Тонкие различия в производственном процессе оказывают значительное влияние на производительность и срок службы конечного продукта.
Качество компаунда ПВХ
Конкретная рецептура гранул ПВХ имеет огромное значение. Различные компаунды обеспечивают различную степень гибкости, химической стойкости и долговечности. Компаунд более высокого класса обеспечивает сапог, устойчивый к растрескиванию и выдерживающий суровые условия.
Дизайн и точность пресс-формы
Качество стальной пресс-формы определяет особенности конечного продукта. Для создания глубокого, эффективного, нескользящего протектора требуется точно спроектированная пресс-форма. Плохой дизайн пресс-формы может привести к неравномерной толщине стенок, создавая потенциальные слабые места.
Важность отделки
Насколько хорошо собраны конечные компоненты, является явным показателем качества. В превосходном сапоге подкладка надежно прикреплена без сборок, а стелька идеально подходит. Плохая отделка может привести к преждевременному выходу из строя и значительному дискомфорту.
Оценка сапога по его конструкции
Понимая производственный процесс, вы можете сделать более осознанный выбор, исходя из своих конкретных потребностей.
- Если ваш основной приоритет — безопасность и долговечность: Ищите толстый материал ПВХ, видимое усиление в области носка и пятки, а также глубокий, четко выраженный нескользящий протектор.
- Если ваш основной приоритет — комфорт в течение всего дня: Обратите пристальное внимание на качество внутренней тканевой подкладки и наличие поддерживающей, хорошо подогнанной стельки.
- Если ваш основной приоритет — базовая защита от воды: Стандартный цельный формованный сапог будет эффективен, но всегда проверяйте его на наличие явных дефектов формования или тонких участков материала.
В конечном итоге, распознавание признаков хорошо выполненного производственного процесса позволяет выбрать резиновый сапог, который действительно создан для своей цели.
Сводная таблица:
| Этап производства | Ключевые действия | Ключевой результат |
|---|---|---|
| Основное формование | Плавление гранул ПВХ, впрыскивание в пресс-форму сапога, охлаждение. | Создает бесшовную водонепроницаемую оболочку сапога. |
| Сборка и отделка | Обрезка, добавление подкладки и стельки, усиление зон повышенного износа. | Определяет конечный комфорт, долговечность и производительность. |
| Определители качества | Качество компаунда ПВХ, точность пресс-формы, качество сборки и отделки. | Определяет срок службы, безопасность и комфорт сапога. |
Нужны высококачественные резиновые сапоги из ПВХ для вашего бизнеса?
Как крупный производитель, 3515 выпускает полный ассортимент прочной и удобной обуви для дистрибьюторов, владельцев брендов и оптовых клиентов. Наши передовые возможности литья под давлением обеспечивают создание бесшовных водонепроницаемых сапог, изготовленных в соответствии с вашими точными спецификациями, от защитных промышленных моделей до удобной повседневной обуви.
Свяжитесь с нашей командой сегодня, чтобы обсудить ваши производственные потребности и запросить расчет стоимости.
Визуальное руководство
Связанные товары
- Высокое сцепление замши тактические сапоги оптом и на заказ производства
- Премиум Оптовые Водонепроницаемые Ботинки Безопасности Высокопроизводительная Защита для Промышленных Рынков
- Оптовая водонепроницаемые тактические ботинки пользовательские замши и высокой тяги подошвы
- Прочные водонепроницаемые защитные ботинки из нубука для оптовых поставок
- Высокопроизводительные огнестойкие водонепроницаемые защитные ботинки
Люди также спрашивают
- Как материал тактических ботинок влияет на их производительность? Выберите правильный материал для вашей миссии
- Как военная форма и тактические ботинки влияют на прогнозирование теплового риска? Важные сведения по безопасности
- Каковы преимущества интеграции FES и sEMG в тактические ботинки? Безопасность, надежность и готовность к эксплуатации в полевых условиях
- Чем тактические ботинки отличаются от обычных? Производительность, долговечность и дизайн — объяснение
- Какие специализированные защиты предлагают тактические ботинки? Максимизируйте выносливость с высокопроизводительной обувью













